 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


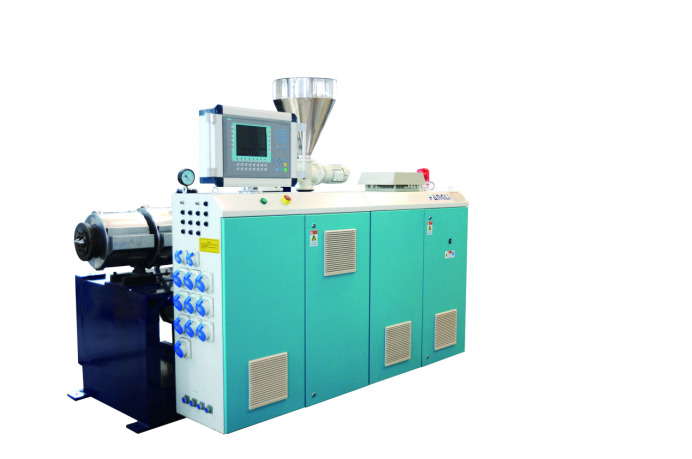
Az ellentétes forgó kúpos ikercsigás extruder és a párhuzamos ikercsigás extruder összehasonlítása
A Ningbo Fangli Technology Co., Ltd. egygépészeti berendezések gyártásar közel 30 éves tapasztalattalműanyag cső extrudáló berendezés, új környezetvédelmi és új anyagfelszerelések. Megalakulása óta a Fanglit a felhasználói igények alapján fejlesztették. Folyamatos fejlesztéssel, az alapvető technológiával kapcsolatos független kutatás-fejlesztéssel, valamint a fejlett technológia és egyéb eszközök emésztésével és felszívódásával fejlesztettükPVC cső extrudáló sor, PP-R csőextrudáló sor, PE vízellátó / gázcső extrudáló vezeték, amelyet a kínai Építésügyi Minisztérium javasolt az import termékek helyettesítésére. Elnyertük az „Első osztályú márka Zhejiang tartományban” címet.
A forgásirány szerintikercsigás extruder, két típusra osztható: együtt forgó extruderre és ellentétesen forgó extruderre. Az együtt forgó ikercsigás extruder azt jelenti, hogy két csavar forgásiránya azonos, amikor működnek; Az ellentétes irányú extruder arra utal, hogy két csavar forgásiránya ellentétes, amikor működnek. Ma röviden bemutatjuk és összehasonlítjuk a jellemzőitellentétesen forgó kúpos ikercsigás extruderésellentétesen forgó párhuzamos ikercsigás extruder.
Teljesítmény- és szerkezeti jellemzőiellentétesen forgó kúpos ikercsigás extruderéspárhuzamos ikercsigás extruder
1. A párhuzamos és a kúpos ikercsigás extruder közötti hasonlóságok megegyeznek, és a kényszerített előremenő anyag szállítási mechanizmusa ugyanaz; jó keverési képlékenyítő képesség és dehidratációs elpárologtató képesség; alapvetően ugyanaz a kivitelezhetőség az anyagok és műanyag termékek fröccsöntésére
2. A párhuzamos és kúpos ikercsigás extruderek közötti különbségek
1) Átmérő: a párhuzamos ikercsavar átmérője megegyezik, és a kúpos ikercsavar kis végének átmérője eltér a nagy végének átmérőjétől.
2) Koncentrikus távolság: a lapos ikercsavar középtávolsága megegyezik, a kúpos ikercsavar két tengelye zárt szöget zár be, és a középtávolság mérete a tengely mentén változik.
3) A hossz átmérő aránya: a párhuzamos ikercsavar (L / D) a csavar effektív részhosszának és a csavar külső körének arányára vonatkozik, a kúpos ikercsavar (L / D) pedig az effektív ikercsavar arányára vonatkozik. a csavar részhosszát a nagy végátmérő és a kis végátmérő átlagos értékére.

Az ellentétesen forgó kúpos ikercsavara következő jellemzőkkel rendelkezik:
1. Két kúpos csavar vízszintesen van elrendezve, és a két tengely a hordóba szögben be van szerelve. A két tengely középponti távolsága fokozatosan növekszik a kis végétől a nagy végéig, így a thA sebességváltó két kimenő tengelye nagy középtávolsággal rendelkezik. Hossza és átmérője viszonylag rövid. A számítási módszer szerint a csavar nagy és kis végének átmérőjének összegét osztjuk a csavarmenet effektív hosszával.
2. Az erőátviteli rendszerben lévő fogaskerekek és fogaskerekek, valamint az ezeket a fogaskerekeket tartó radiális csapágyak és nyomócsapágyak nagy beépítési hellyel rendelkeznek. Nagyobb specifikációjú radiális csapágyakat és tolócsapágyakat is beépíthet. Minden erőátviteli tengelynek megfelelő tengelyátmérője van ahhoz, hogy megfeleljen a sebességváltó nyomatékának. Ezért a nagy nyomaték és a nagy teherbírás a kúpos ikercsigás extruder fő jellemzője.

Az ellentétesen forgó párhuzamos ikercsigás extrudera következő jellemzőkkel rendelkezik:
1. A két csavar közötti kis középtávolság korlátja miatt az ütközőcsapágy teherbírása az átmérőjéhez kapcsolódik. Nagy az átmérője és nagy a teherbírása. Nyilvánvalóan lehetetlen nagy átmérőjű ütközőcsapágyat használni.
2. A hosszátmérő aránya nagymértékben változik. A számítási módszer a csavar tényleges menethossza osztva a csavar átmérőjével. Mivel a hosszátmérő aránya rugalmasan változik, nagy előnye van a feldolgozási technológia terén.
A fentiekből jól látható, hogy a leglényegesebb különbség a párhuzamos éskúpos ikercsigás extrudereka csavarhenger eltérő geometriája, ami sok különbséghez vezet a csomópontban és a teljesítményben. Bár eltérő tulajdonságokkal rendelkeznek, megvannak a maguk előnyei.
Ami a gyártási költséget illeti,a kúpos ikercsavargyártási folyamata és gyártási alkalmazási piaca miatt viszonylag érett. Ezenkívül a támasztó reduktor gyártása és feldolgozása szempontjából a költségek és a bonyolultság sokkal alacsonyabbak, mint a támasztó reduktoroképárhuzamos ikercsavar, ami a jelenlegi piaci árból jól látható. Az extrudált anyagok lágyítóképessége, az eljárási képlet adaptálhatósága és az energiafogyasztás tekintetében azonbanpárhuzamos csigás extrudertöbb előnnyel rendelkezik, mint a kúpos ikercsigás extruder.
Ha további információra van szüksége, a Ningbo Fangli Technology Co., Ltd. szeretettel várja Önt, hogy vegye fel a kapcsolatot részletes érdeklődéssel, professzionális műszaki útmutatást vagy berendezésbeszerzési javaslatokat adunk.
Előző:PE / PRR32-2
Kérdés küldése


X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat