 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Az extruder csavarja gyakran kopott? Ezek a fő okok!
Ningbo Fangli Technology Co., Ltd.egygépészeti berendezések gyártójaközel 30 éves tapasztalattalműanyag cső extrudáló berendezésekt,új környezetvédelmi és új anyagfelszerelések. Megalakulása óta a Fanglit a felhasználói igények alapján fejlesztették. Folyamatos fejlesztéssel, az alapvető technológiával kapcsolatos független kutatás-fejlesztéssel, valamint a fejlett technológia és egyéb eszközök emésztésével és felszívódásával fejlesztettükPVC cső extrudáló sor, PP-R csőextrudáló sor, PE vízellátó / gázcső extrudáló vezeték, amelyet a kínai Építésügyi Minisztérium javasolt az import termékek helyettesítésére. Elnyertük az „Első osztályú márka Zhejiang tartományban” címet.
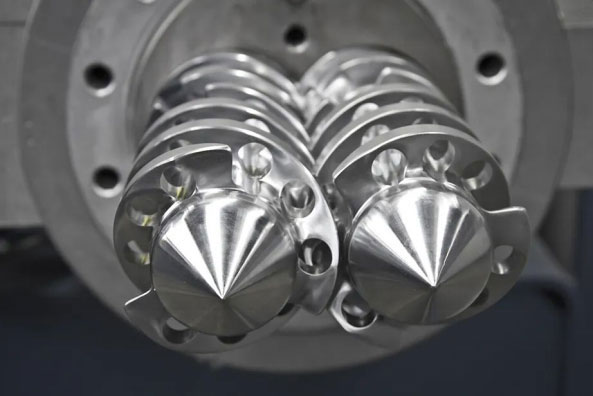
Csavaros extrudera műanyag alakítás és keverés módosításának alapvető berendezése. A keverési módosítás tényleges gyártási folyamatában az extruder csavarja kemény, nagy nyomású és magas hőmérsékletű környezetben van, és nagy súrlódást és nyíróerőt visel.
A speciális munkakörnyezet miatt az extruder csavarja nem a fém és a fém közötti közös súrlódás, hanem a fém és a polimer között. Ezért a csavarfelület kopása gyakran súlyos.
A csavar kopása megnöveli a csavar és a henger közötti távolságot, befolyásolja a csavar összenyomódását és nyírását az anyaghoz, és a termék minőségének romlásához vezet. Másrészt az elhasználódott csavarok gyakori cseréje nemcsak a költségeket növeli, hanem késlelteti a gyártási tervet is, ami a termelési hatékonyság csökkenését eredményezi.
Általában a csavart a hosszan tartó kopás miatt selejtezik, és a csavar és a henger közötti rés túl nagy ahhoz, hogy normálisan extrudálható legyen. Vannak azonban olyan esetek is, amikor a nem megfelelő tervezés vagy üzemelés okozta üzemi igénybevétel meghaladja a szilárdsági határt és megsérül. Az alábbiakban röviden bemutatjuk az extrudáló csavar kopási okait:
1、Feldolgozási hőmérséklet
Minden műanyagfajtának van egy ideális lágyító feldolgozási hőmérséklet-tartománya. A hordó feldolgozási hőmérsékletét úgy kell szabályozni, hogy az megközelítse ezt a hőmérsékleti tartományt. Amikor a műanyag részecskék a tartályból belépnek a hordóba, először az adagoló részt érik el, és az adagoló részben elkerülhetetlenül száraz súrlódás lép fel. Ha ezeket a műanyagokat nem melegítik eléggé, és egyenetlenül olvadnak, könnyen előfordulhat, hogy fokozott kopás keletkezik a henger belső falán és a csavar felületén.
Hasonlóan a kompressziós és homogenizáló szakaszban, ha a műanyag olvadási állapota rendezetlen és egyenetlen, az szintén gyorsuló kopást okoz.

2、sebesség
A sebességet megfelelően kell beállítani. Mivel egyes műanyagokhoz erősítőszereket, például üvegszálat, ásványi anyagokat vagy egyéb töltőanyagokat adnak. Ezeknek az anyagoknak a fémanyagokra ható súrlódási ereje gyakran sokkal nagyobb, mint az olvadt műanyagoké.
Ha nagy forgási sebességet használunk, a megerősített szálat könnyű felszakítani, miközben növeli a műanyag nyíróerőt. A szakadt szál éles végeket tartalmaz, ami nagymértékben növeli a kopási erőt. Amikor a szervetlen ásványok nagy sebességgel csúsznak a fémfelületen, kaparó hatásuk nem kicsi. Ezért a sebességet nem szabad túl magasra állítani.

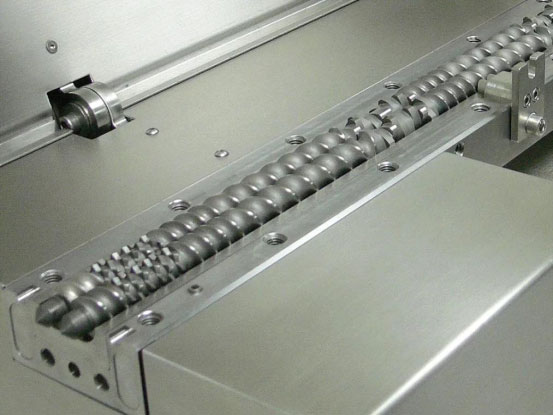
3、Hézag a csavar és a henger között
A csavar forog a hengerben, az anyag és a kettő közötti súrlódás hatására a csavar és a henger munkafelülete fokozatosan elkopik, a csavar átmérője fokozatosan csökken, a henger belső furatátmérője pedig fokozatosan nő. Ily módon a csavar és a henger közötti illesztési átmérő rés fokozatosan növekszik a kettő fokozatos kopásával.
Mivel azonban a hordó előtti fej és elosztólemez ellenállása nem változott, ez megnöveli az extrudált anyag szivárgási áramlását, amikor előrehalad, vagyis az anyag áramlását az átmérő réstől az adagolási irány felé. növeli. Ennek eredményeként csökkent a műanyagipari gépek gyártása. Ez a jelenség az anyagok hordóban való tartózkodási idejét is megnöveli, ami anyagbomlást eredményez. A PVC esetében a bomlás során keletkező hidrogén-klorid gáz erősíti a csavar és a hordó korrózióját.

4、Anyagok egyenetlen lágyítása vagy fémidegen anyagok keveredése
Mivel az anyag nem egyenletesen lágyul, vagy fém idegen anyagok keverednek az anyagba, a csavar forgási nyomatéka hirtelen megnő, ami meghaladja a csavar szilárdsági határát és a csavar eltörését okozza. Ez egy nem mindennapi baleseti kár.
A fentiek a csavarkopás gyakori okai. Remélem, hogy a fenti tartalom révén jobban megérthetjük az extrudáló csavart.
A csavar kopásának csökkentése és a csavar élettartamának meghosszabbítása nagymértékben csökkenti a berendezés karbantartási költségeit, biztosítja a termék minőségét és magasabb gazdasági hasznot hoz a vállalkozás számára.
Ha további információra van szüksége, a Ningbo Fangli Technology Co., Ltd. szeretettel várja Önt, hogy vegye fel a kapcsolatot részletes érdeklődéssel, professzionális műszaki útmutatást vagy berendezésbeszerzési javaslatokat adunk.
Kérdés küldése


X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat