 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Csövek extrudálási folyamata
Ningbo A Fangli Technology Co., Ltd. egy gépészeti berendezések gyártója, amely szinte 30 éves tapasztalat a műanyag extrudáló berendezésekben, új környezet védelem és új anyagok felszerelése. Itt készítettünk néhány átfogó bevezetés a csövek extrudálási feldolgozásával kapcsolatban, az alábbiak szerint:
A cső egy cső vagy üreges henger a folyadék szállítása. A „cső” és a „cső” kifejezések szinte felcserélhetők. A „csövet” gyakran egyedi méretre készítik, és konkrétabb méretekkel és tűrések, mint a csövek, az alkalmazástól függően. A „cső” kifejezés is lehet nem hengeres csövekre (azaz négyzet alakú csövekre) alkalmazható. A kifejezés A „csövet” szélesebb körben használják az USA-ban, és a „pipe”-t a világ más részein.
A cső szabványos csőmérettel határozható meg megnevezések, mint például a névleges csőméret (az USA-ban), vagy névleges, külső vagy belső átmérője és falvastagsága. Számos ipari és kormányzati szabvány csövek és csövek gyártásához.
A legtöbb csövek extrudálással készülnek, az extrudálás irányával egy vonalban, matrica, méretező vagy kalibráló berendezés ill tartály, vízhűtő tartály, szállítószalag és vágó, ha szükséges, és vegye le berendezés a sor végén. A vonal tartalmazhat jelölőeszközt vagy a tesztelő eszköz. Fontos követelmény az extrudátum meglehetősen gyors lehűtése a szerszám közelében, miközben a méretek és tulajdonságok ellenőrzése alatt marad.
A folyamatok különbözőek technikák a méretek/méretek szabályozására, amelyek vagy szabadon húzott olvadékok (általában a kis átmérőjű csövek esetében) vagy a méretezési jellemzőket. A teljes költség a cső előállítása akár 80%-os anyagköltséget is tartalmazhat. A cél az mindig szigorúbb tűrésszabályozás érdekében az anyagfelhasználás csökkentése érdekében. Különböző kialakítású méret- és/vagy vastagság-kalibráló korongokat használnak.
Az olvadási tulajdonságok kombinációja, sebesség A vezeték sebessége, a belső légnyomás és a hűtés sebessége befolyásolja a a cső mérete. Az olvadékleszívás aránya a szerszámból a vízhűtésbe vályú közvetlenül kapcsolódik a cső végső méretéhez. Attól függően, hogy a A feldolgozott műanyagok aránya 4/1 és 10/1 között mozog. Alacsony arányok használata segít minimalizálni az extrudált feszültségeket, amelyek a kapcsolódó problémákhoz vezethetnek zsugorodás és feszültségrepedés.
A jellemzőitől függően a A feldolgozott műanyagok 24 órán belül zsugorodhatnak elhagyja a feldolgozósort. A cső vagy cső is alávethető izzítás és egyéb utólagos körülmények, amelyek befolyásolhatják a zsugorodás mértékét.
Sokféle cső és cső létezik folyadékok, gázok, szilárd anyagok stb. mozgatására használt termékek. Lehetnek díszítések, biztonsági támasztékok stb.
Lépések a műanyag feldolgozás költségeinek csökkentésére csövek tartalmazzák:
1) A külső átmérő (OD) minimalizálása érdekében működjön és belső átmérő (ID) tűrés;
2) A csövek minőségének és tulajdonságainak javítása az összetevők és az alkalmazott keverési eljárások előnyeinek tanulmányozásán keresztül;
3) Csökkentse a beállítási időt az indítás révén segédeszközök és automatizálási rendszerek;
4) Fokozzanak megtakarításokat a villamos energia terén fogyasztás az extruder optimalizálásával; és
5) Hatékony szerszámok, hűtőtartályok, lehúzók és felszálló berendezések.
A lehúzók tűrésszabályozása az kritikus a minimalizáláshoz
OD és ID méretek, különösen a kisebb csőméretek.
Nagyon csekély eltérés a lehúzó sebességében drasztikusan befolyásolhatják méreteiket és a műanyaghulladékukat.
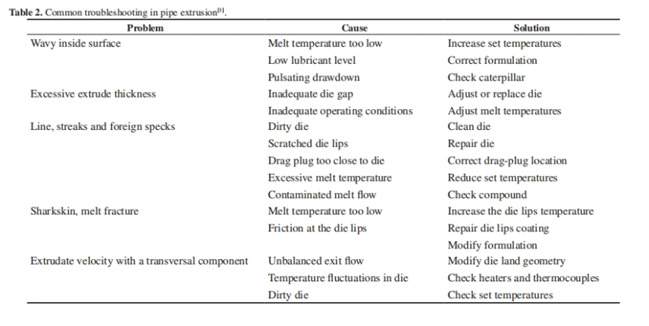
Az alábbi táblázat a leggyakoribbakat mutatja be hibaelhárítás csőextrudálásnál.
A fentiek a csőextrudálásról szólnak előrehaladást, remélve, hogy némi segítséget nyújthatunk. Ha szükséges, üdvözöljük lépjen kapcsolatba velünk.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Kérdés küldése


X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat